Rottler F69A
Rottler Programmable Automatic 3 Axis CNC Machining Center










Machine Operations
Block Surfacing
Blue Print Boring
Boring & Sleeving
Circular Interpolation
Connecting Rod Boring
Cylinder Boring
Cylinder Head Resurfacing
Lifter Boring
Line Boring
Multi Purpose CNC (Custom Parts)
Thrust Cutting
Overview
The F69A is a truly amazing machining center. Blueprint bore, line bore, deck blocks, surface heads, true lifter bores, automatic milling to size, all in fully automatic operational modes. The real advancement is in the Rottler Windows program control. All the listed functions are formatted in operations tabs on the touch screen that any shop hand can understand.
You will have the power to write your own programs without any CNC G code experience. The control system is a Rottler Proprietary system available from Rottler exclusively. G Code CNC machines are available anywhere. Companies that package these machines are non essential. Rottler programming allows the operator to program machining functions with great ease. This greatly increases the value of Rottler CNC machines to the end user.
Our sales force can demonstrate the programming in your shop. G code files can be imported and Run in the controller for the more advanced operators/Programmers. Rottler Cam is also an operating system that has advanced beyond the G Code system. You have 3 choices with the Rottler control.
Why limit yourself to one operating system when Rottler offers you three?
- Windows with easy read screens that don't require G code for fundamental machining operations.
- Rottler PATH Powered by 4C for easy CAD/CAM part design and CNC tool path creation.
- Import G code Programs.
Features
- Windows Touch Screen Operating System – Rottler uses Windows Touch Screen Technology on a 19" touch panel. The Windows software has many advantages such as it's common user interface that is easy to learn and fast to operate.
- Instant Internet Support - Rottler offers cutting edge internet support direct from your machine to the factory. Skype is installed for internet support. This feature gives you instant, direct contact with Rottler right on the machine without even making a phone call.
- Hard Chrome Spindle - Super hard finish resists wear for years of operation.
- Hardened Box Way Column - Ensures exceptional rigidity for accurate machining of parts and long life.
- Cat 40 Taper - Industry standard for worldwide versatility.
- T-Slot Table - Allows operator to clamp or fixture any job quickly and easily.
- AC Servo Motors - Offer maximum torque and performance throughout the RPM range for precises accuracy and increased productivity.
- Power Drawbar - Offers finger top changing of cutting tools for fast machining of blocks, heads or parts.
- Ball Screws - Large diameter 40mm (1.58") precision ground Direct Drive Ball Screws for rapid feed rates, accurate positioning and repeatability.
- Turcite Coated Box Ways - Reduces friction or smooth movement, long life and accuracy.
- Vertical Box Ways - Precision ground, hardened box way slideways are 28" (700mm) wide for increased rigidity and years of heavy duty high production machining.
- Touch Screen Controls - For fast, easy programming of machine.
- Eye Level Control Pendant - For easy viewing and less floor cutter.
- Manual Handwheel - Offers operator infinite control of machine movement in all axis for quick and easy setup.
- New Motor Drive System - Offers you increased dependability and ease of service.
- Automatic Lubrication System - For years of trouble free life and reduced wear
Standard Equipment
Control
CNC and G Code Experience Not Required
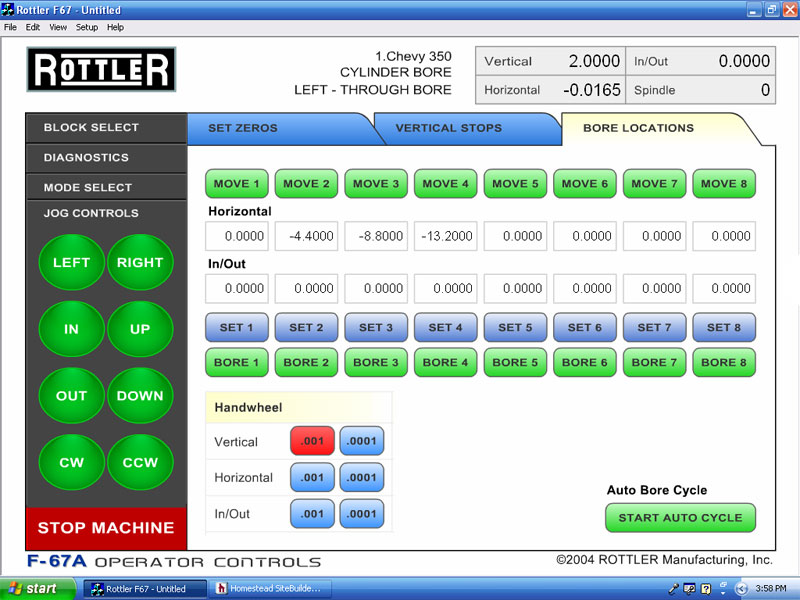
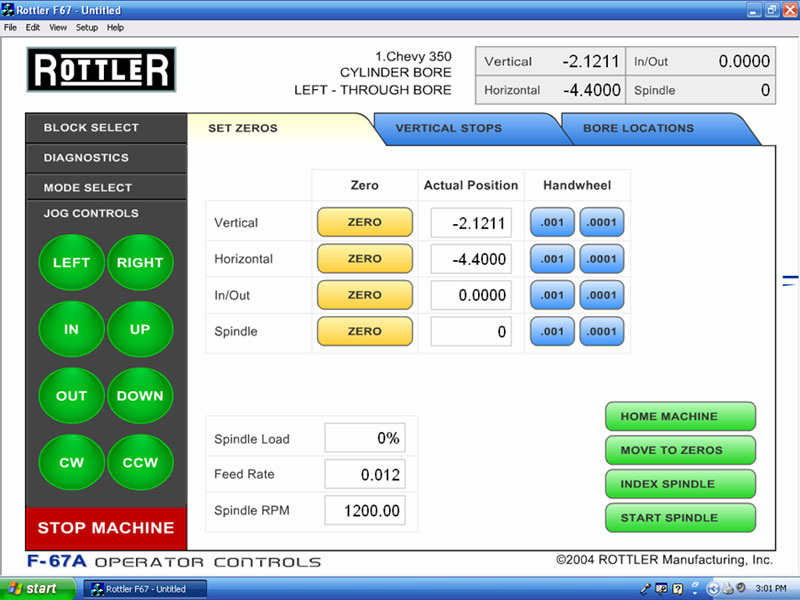
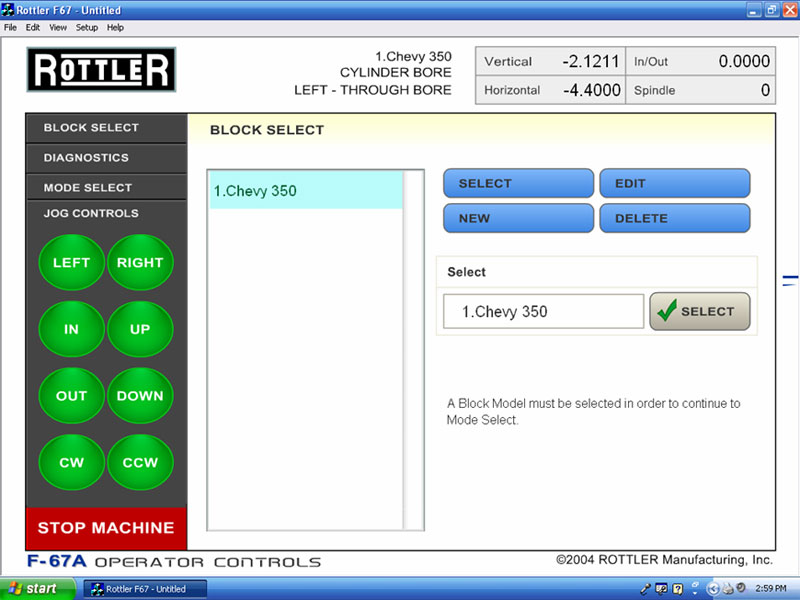
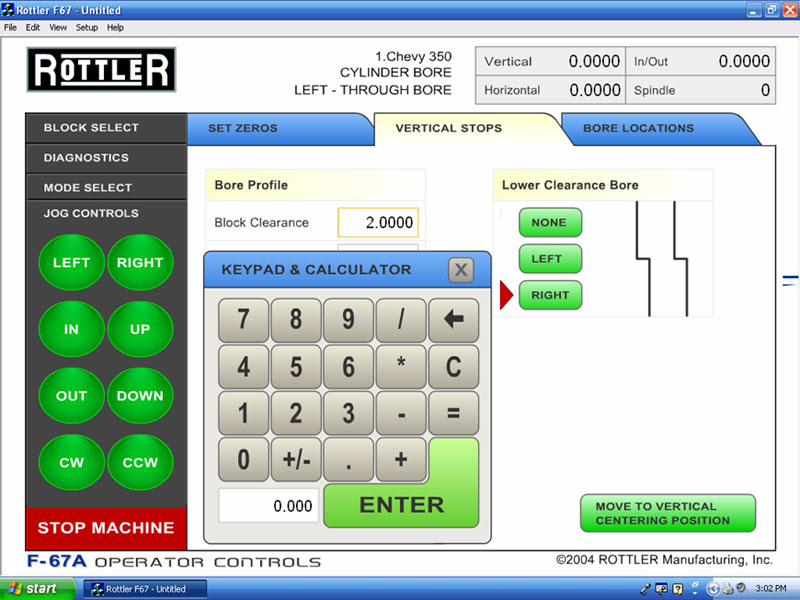
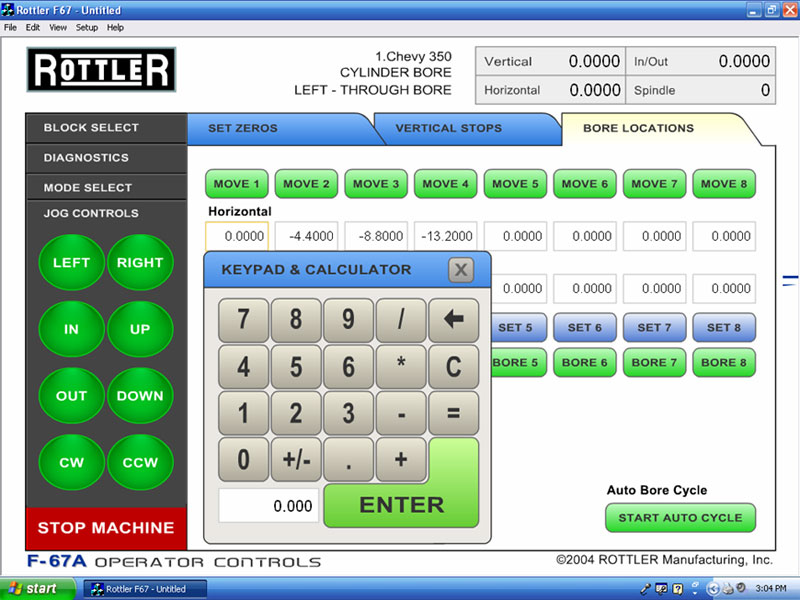
The Rottler touch screen CNC control is a revolutionary system allowing a non-CNC trained individual to program head and block machining sequences for any head or block that meets the machining capacity requirements. Fully programmable cycles with simple menus that transfer input to the 3-axis CNC control.
PC Based with Windows Operating System - Dimensions Input Thru Touch Screen:
- Bore centers, exact depth, speed, feed, etc.
- Bores complete bank in automatic cycle (precision blueprint fixture)
- Bores both banks in automatic cycle (4th-axis rotary fixture)
- Lower bore relief, off-center boring for honing clearance
- Surfacing – multiple-pass programmable for roughing and finishing; can remove any amount of material in one automatic cycle
- Lifter bore machining – bore housings and ream bushes to exact final size
- Automatic line-bore cycle completes all main bearing housings to within .0002"
- Machine a radius for stroker crank connecting rod and bolt clearance
- Rottler CAM CNC program allows G-Code programming and file transfer with CAD/CAM programs
Windows 7 Touch Screen Control.
The Rottler F69A is a true simultaneous 3-axis Windows XP-based rigid-spindle CNC bed mill. The available 360-degree 4th-axis block system allows automatic block positioning for many machining operations. An optional digital probing system is an automated coordinate-measuring device. An optional tool changer allows the machine to perform many machining functions unattended. The true CNC Windows 7-based control offers 3 programming options based on a normal shop hand with no programming experience, intermediate user, and expert user.
Program Definition 101
The process of writing programs is not the process of calling programs up for operation. Be careful on this one. Other suppliers provide some programs and only instruct in how to call up pre-written programs. Programs not supplied cost money, and any changes to a program must be written in G-Code. Changes in programs should be easy and fast to perform. You will find this out when a block doesn't clean up at .030 over utilizing a canned blueprint program. Being able to write programs in-house eliminates the cost of outside sourcing and paying for programs. Limiting program capabilities to G-Code forces shops to learn G-Code programming. Paying others to program for you is the other option. G-Code allows you to call up written programs with menus but doesn't enable you to easily change a program with menus. Changes must be rewritten in a G-Code format. Block blueprinting and machining programs must first be written in G-Code. Beware of the words “menus” and “conversational” — find out what they really mean.
Rottler created an exclusive programming system for non-G-Code-based programmers referred to as Rottler Menus.
Rottler Menus are an easy-read format that are Windows XP-based menus utilized for writing lifter-bore, line-bore, automatic surfacing, boring, line-boring, clearance, and drilling programs commonly used in block and head specific routines and sub-routines. Simply put, you won't find a faster, easier way to write common engine blueprinting and head and block machining programs. The programs are written in easy-to-read and understand Windows 7 tabs then converted for you. Any of these programs can be used as a template to indicate, probe, or machine the block. Changes can be made instantly to existing programs in seconds on the easy-read screen. The machine will run an automatic cycle utilizing the new locations. Once the job is complete, you will be prompted to save the changes Yes or No. Answering No saves the original blueprint program per the factory print. This enables you to use a blueprinting program as a template, making bore shifting an easy task. This system is extremely useful with used blocks that won't blueprint out because of core shift and wear. Shops can be trained to write these programs in-house in under 1 hour’s time.
Three Program Formats
- 1. Rottler Program: No experience required. A simple block and head machining menu-driven format utilizing tabs with easy-to-follow instructions. Allows a basic shop hand to write programs for any block or head that works in the capacity range. No need to pay for programs. Programs are written in a couple of minutes. Exclusive to Rottler MFG.
- 2. Direct Motion: Intermediate experience required. General machining conversational pre-formatted machining routines and sub-routines in 2D and 3D (Peck Drill, Mill, Etch, etc.).
- 3. G-Code Format: Standard CNC G-Code format requiring extensive mathematical knowledge and years of education or training to write programs.
G-Code program requires a highly skilled programmer. Rottler offers 3 operating systems, all of which are prompted in a Windows 7-based format. Calling a control conversational is pleasing to the ear and sounds really easy. Take a harder look at how a blueprint program is written in G-Code and analyze the skill level required. Calling up a program to run may be conversational, but writing a program in G-Code is a serious task. This is why industrial machine shops have both programmers and machine operators. Shops that consider exclusive G-Code format need to investigate this programming extensively. Don't fall for words like “conversational” and statements like “easy to use” without serious investigation. G-Code machines will require extensive time and resource investment or ongoing outside sourcing for present and future program requirements.
Specifications
| F69A Machine Specifications | American | Metric |
|---|---|---|
| Control | Automatic | |
| Touch Screen | 19" | 483mm |
| Machine Height | 114" | 2896mm |
| Table - Size | 59" x 20" | 1500 x 508mm |
| Table - T Slots | 5 | |
| T Slot Spacing | 3.939" | 100.05mm |
| T Slot Upper Width | 0.632" | 16.05mm |
| T Slot Lower Width | 1.29" | 32.77mm |
| T Slot Depth | 1.034" | 26.26mm |
| Travel - Horizontal (X Axis) | 40.5" | 1028.7mm |
| Travel - In/Out (Y Axis) | 20.5" | 520.7mm |
| Travel - Vertical (Z Axis) | 30.5" | 744.7mm |
| Travel - Spindle Nose to Table | 10" | 254mm |
| Travel - Spindle Center to Column | 20.9" | 530mm |
| Spindle - Taper | CAT 40 | |
| Spindle - Diameter | 5.5" | 140mm |
| Spindle - Rotation Speed | 0 to 5000 RPM | |
| Spindle - Motor | 10 HP | 4.48 Kw |
| Motors - Type | AC Servo Brushless Motors and Axis Motors | |
| Motors - Axis | 69in-lb | 7.8Nm |
| Cylinder Bore Range (with Optional Cutterheads) | 2" - 5" | 50.8 - 127mm |
| Line Bore Range (with Optional Cutterheads) | 1.9" - 5.6" | 48.2 - 142.2mm |
| Performance - Rapid Travel (X, Y, Z) | 400 I/min | 10160 mm/min |
| Performance - Feed Rate | .001"-.060" per rev. | .02-1.5mm per rev. |
| Performance - Repeatability | /- 0.0002" | / - .005mm |
| Dimensions - Floor Space Requirements | 90D x 123W" | 2286D x 3353Wmm |
| Dimensions - Shipping | 90D x 132W x 106" H | 2286D x 2210W x 2896mm H |
| Machine Weight | 9000 lbs | 4091 kg |
| Electrical Requirements | 208-240V, 30A, 50/60Hz, 3/1Ph | |
| Air Requirements | cfm @ 90 psi | l/min @ 6 bar |
| Paint Color Code | RAL9002 (Grey White) | |
Fixtures
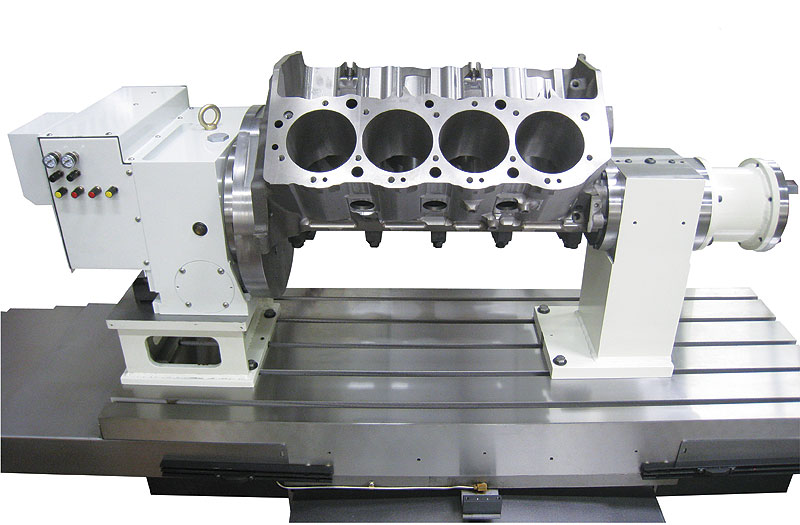
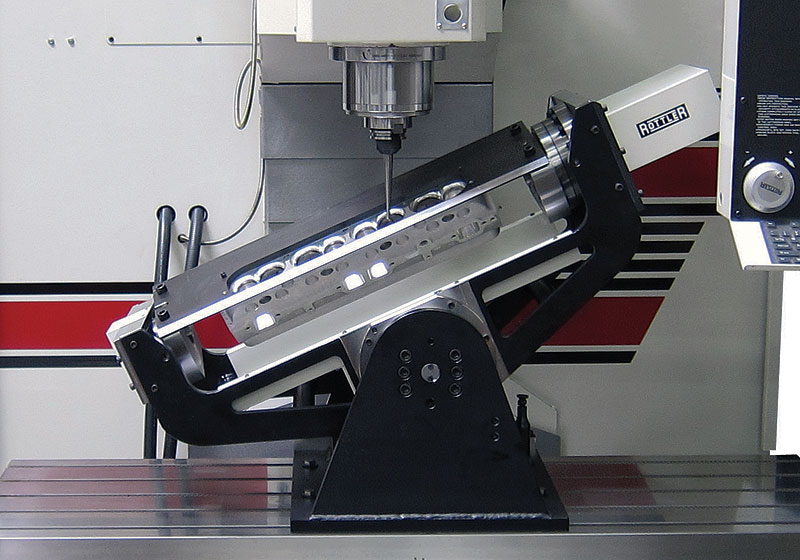
Automatic 4th Axis Block Roll Over Fixture Rottler’s Universal Quick Load/Unload Automatic Rotate 4th Axis Fixture and Software allows the computer to rotate the block or cylinder head during the automatic machining cycle. Large V blocks can be rotated 360 degrees to allow special machining jobs such as stroker clearancing in same set up as boring, surfacing and lifter bore machining. The tail stock is pneumatically operated allowing easy and fast loading and unloading of heavy blocks.
Performance Fixture Precision Performance Fixture references from the centerlines of crankshaft and camshaft for machining operations – precise bore locations and square block deck height. Bore and surface a V8 block in less than 30 minutes. Lifter bore angles are accurately set with gage blocks in the Performance Fixture. Complete a lifter bushing job in less than one hour!
Connecting Rod Fixtures Rottler’s patented Connecting Rod Fixtures allow large connecting rods to be surfaced and bored on the F79A machines. The Rottler boring fixtures allow both big end and small end to be bored in one set up resulting in perfect parallelism between big end and small end. All the rods in a set can be accurately bored for equal center to center distance, a must for today’s high compression diesel engines. Special heavy duty fixtures available for boring very large, heavy connecting rods found in natural gas compressors and workboat marine engines are available.
Dual Axis Leveling Table Rottler’s patented dual axis leveling table and universal quick clamping systemfor surfacing/milling heads, blocks and manifolds with CBN and PCD tooling. The Rottler Dual Axis Leveling Table allows clamping of the head to be complete first, then the level adjusted in both directions simply by rotating the two hand wheels. Combined with Rottler's Dual Axis Level, any job can be clamped and leveled in seconds! This process results in minimum stock removal when surfacing.